Лазерно-плазменная
цементация |
|
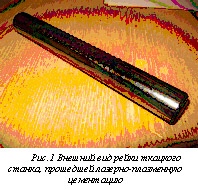
Разработана
технология лазерно-плазменной цементации рейки из стали
45 ткацкого станка с твёрдостью основы HRC 30…32. Лазерно-плазменная
цементация обеспечивает твёрдость поверхностного слоя
HV 750. Внешний вид рейки показан на рис. 1. Обработка
производилась на технологическом СО2-лазере модели ТЛ-3. |
|
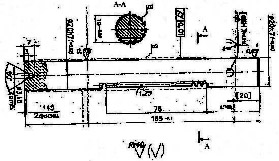
| Модуль |
m |
1,5 |
| Число
зубьев |
Z |
1,5 |
Коэффициент
смещения исходного
шатуна
|
Z |
0 |
Степень
точности
по ГОСТ 1643-81
|
- |
7 |
|
|
Применение
лазерно-плазменной цементации позволило сократить
длительность технологического цикла химико-термической
цементации с нескольких часов до нескольких десятков
секунд, сохранить геометрические размеры рейки в поле
допуска и получить значительный экономический эффект
за счёт экономии энергоресурсов.
|
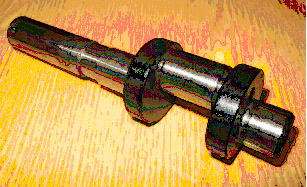
Обработка
шатунных и коренных шеек коленчатого вала компрессора
домашнего холодильника
|
|
Разработана
технология лазерно-плазменной обработки сталей с целью
улучшения триботехнических свойств поверхности.Лазерно-плазменная
обработка поверхности позволяет:
1. Улучшить профиль несущей поверхности.
|
| 2.
Уменьшить износ в парах трения.
3. Уменьшить адгезионное схватывание пар трения.
4. Уменьшить коэффициент трения и его зависимость от
нагрузки.
5. Уменьшить пусковой момент. |
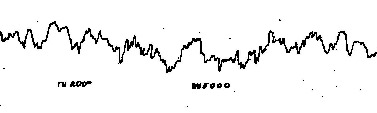
Исходный
профиль несущей поверхности
до лазерной обработки |
ГУ
- горизонтальное увеличение
ВУ - вертикальное увеличение |
|  Профиль
несущей поверхности после Профиль
несущей поверхности после
лазерно-плазменной обработки; ГУ=200; ВУ=5000
|
|
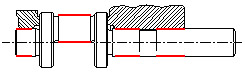
Технология
лазерно-плазменной обработки поверхности внедрена в
крупносерийном производстве для обработки шатунной и
коренной шеек коленчатого вала компрессора домашнего
холодильника модели. (красным отмечены места лазерно-плазменной
обработки)
|
 |