|
|
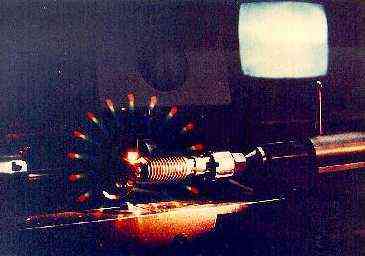
ЛАЗЕРНЫЕ ТЕХНОЛОГИИЛазерная сваркаЛазерная сварка - это процесс соединения материалов (прежде всего металлов) при котором происходит расплавлением кромок с помощью концентрированного лазерного луча и образования общей ванны расплавленного металла с последующим затвердеванием. Лазерная сварка - процесс бесконтактный, потому более чистый, чем другие виды сварки. Сварочный шов не загрязнен материалами электродов, флюса и т.д. Лазерная сварка происходит при высокой концентрации энергии, поэтому производительность сварки намного превышает производительность традиционных видов сварки. Поводки и термодеформации при лазерной сварке значительно меньше, чем при традиционных видах сварки.
Характерные
особенности: -Стык беззазорный, сварка без флюса и, как правило, без присадки. Довольно жесткие требования на величину зазора. Зазор должен быть менее 0.2 мм. -Точность
наведения сфокусированного луча на стык также 0.1-0.2 мм. -Сварка проходит с формированием каверны (кинжальное проплавление) на всю толщину свариваемого металла. -Фокусировка, как правило, - на поверхность металла. -Оптимальная интенсивность лазерного изучения 1-МВт/см2, при большей интенсивности происходит экранирование лазерной плазмой поверхности детали. -Глубина лазерной сварки при характерной скорости 2 м/мин составляет 1-1.5 кВт/мм. -Ширина
сварного шва уменьшается при увеличении скорости лазерной сварки
и при скоростях больших 5 м/мин всего в 1.5-2 раза превышает
размер сфокусированного лазерного луча. Зона термического воздействия
при этом уменьшается значительно. -Требуется защита шва от окисления с помощью инертного газа (Азот, Аргон), а также защита зоны сварки от пробоя лазерным излучением с помощью Гелия или гелий-содержащей смеси (He-Ar). -Многопроходная
лазерная сварка с присадочной проволокой и с разделкой кромок
реализуется при большой толщине металла. Кромки разделывают
под углом 10-15 градусов, а сварку ведут с помощью присадочной
проволоки для заполнения металлом образовавшегося дефицита на
глубину, равную Р кВт/мм (P-мощность
лазерного луча), затем процесс повторяют до полного заполнения
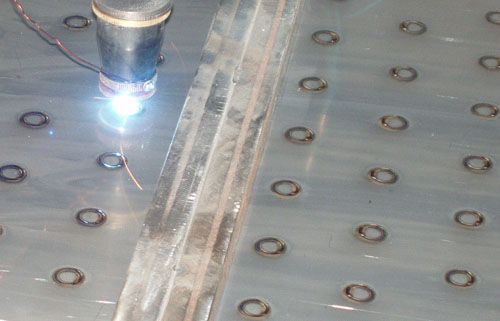
стыка. Нахлесточная лазерная сварка. Применяется при изготовлении теплообменных панелей, а также в тех случаях тогда необходимо соединить две и более наложенных друг на друга детали. Особенности: -Не
требуется точного наведения на стык (его нет!) -Требования на зазор между поверхностями металла в зоне сварки остаются. Сварку ведут с локальным прижимом деталей. - Мощность лазерного луча определяется исходя из необходимости насквозь проварить верхний лист металла и нижний на глубину, равную приблизительно 0.5-1 мм. -Прочность
на отрыв пропорциональна ширине шва на верхней поверхности нижней
детали и длине шва. Иногда для увеличения
прочности применяется двойной шов.
|